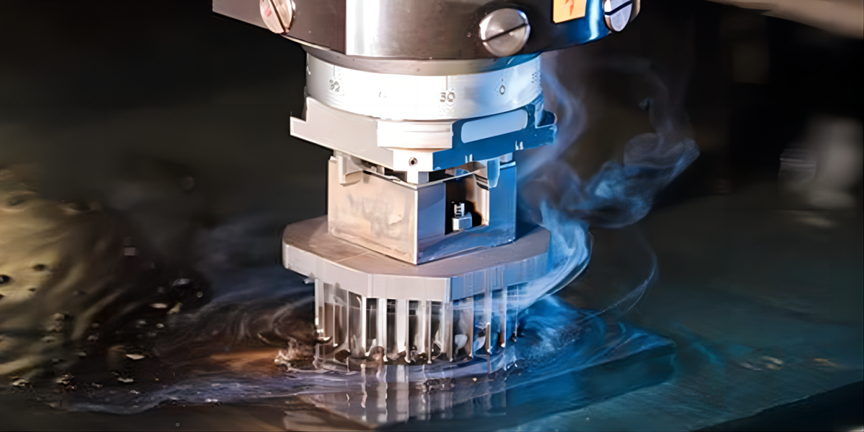
CNC electrical discharge machining (EDM) technology enables non-contact processing between the workpiece and the electrode. This method is suitable for machining hard-to-cut materials, intricate shapes, and low-rigidity parts, and it supports multi-axis linkage.
China Rapid Prototyping Supplier, WayKen rapid manufacturing, notes that most aerospace equipment requires special customization and traditional machining makes it difficult to complete the machining of the entire aerospace component. EDM is an important process for the finishing of the entire impeller, especially in developing and machining difficult-to-process materials for critical engine components. The CTO of WayKen proposed that the rough machining of a five-axis CNC machine tool and EDM finishing should be combined through the electrode design and optimized fixture to meet mass production requirements.
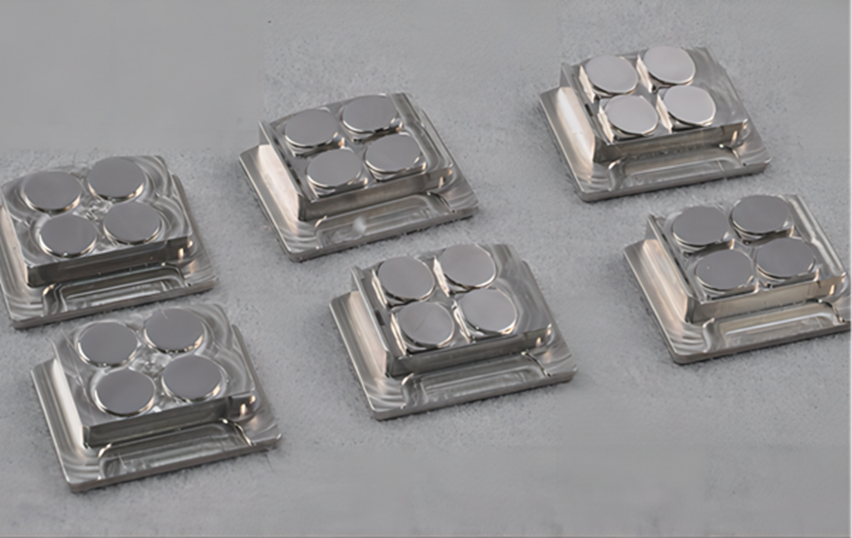
Engine Components
The production of Integral turbine discs is important in aerospace engine development. The turbine disc has a complex structure and high precision requirements, in particular, the blade working surface is a spatially convex surface with a complex shape. In addition, the engine has to adapt to high temperature, high pressure, and high-speed operating conditions.
Therefore, high-performance metal materials such as titanium alloy and superalloy are widely used, as well as titanium matrix composite and titanium aluminide-based composite. The use of new materials affects the machinability of turbine disks, and the mechanical production and machining of turbine disks are more challenging.
To achieve the machinability of turbine disks with blade crowns, the following difficulties should be solved. Firstly, the problem of disturbances in the machining of the blades. In EDM processing, multi-axis coordinated motion control can be implemented. It can realize a feeding motion with a very complex spatial trajectory and flexibly solve the interference problem between electrode and blade in blade machining.
Second, blade shape integrity during blade processing. No matter which blade bowl, blade back, or blade tip, we must avoid lapping defects. Using advanced CAM (computer-aided manufacturing) software to plan the tool path to ensure the tool is uniform over the entire blade surface during cutting, to avoid joint trace. This software can simulate the machining process and optimize the cutting path and parameters.
Third, to ensure the accuracy of blade shape processing and the alignment between the center of gravity of the blade and the center of the turbine disc. Advanced CAM (Computer Aided Manufacturing) software is used to plan the tool path and ensure that the tool rotates smoothly over the blade surface to avoid cutting damage. This software allows the machining process to be simulated and the cutting path and parameters to be optimized.
Fourthly, it ensures that the lower and upper diameter circles of the turbine blades are circular and do not create a “jagged” square polygon. Precise measuring equipment (e.g., circularity gauges) is used during the machining process to ensure that the machining results meet the design requirements. Real-time monitoring and adjustment of the machining process to ensure that the rounding error remains within acceptable limits.
As a result, multi-axis CNC EDM machining technology is currently the only machining technology capable of realizing the engineered production of integrated turbine chains. It plays a key role in the development of domestic and foreign aerospace engines.
Micro Parts
CNC EDM micromachining technology is one of the key technologies in precision mechanical engineering and precision instrument science. In many fields of aerospace, it solves the technical problems of micromanufacturing microstructures, difficult-to-machine materials, and new materials. Due to the presence of macro cutting forces in the traditional machining process, when processing small parts, especially micron-scale parts, problems such as deformation and heating are prone to occur, and stress is easily generated on the surface, which affects the performance of the product.
CNC EDM micro-machining technology relies on micro-electrical discharge ablation to achieve the processing of workpieces. Since there is no mechanical contact and no macroscopic stress during the processing, the problem of machining deformation of common microworkpieces can be easily solved. Technical experts from WayKen said that the micro-machining capability of CNC EDM is irreplaceable when manufacturing tiny parts.
CNC EDM micro-hole machining is also an important branch of EDM micro-machining technology. For example, in the rocket body of a launch vehicle, some parts have a large overall size but have micro-hole structures in some parts.
The space attitude and orbit control propulsion device includes micro nozzles and propellant injectors such as an oxidizer and combustion agent. Most of these core components are hard-to-process materials such as superalloys or titanium alloys. The diameter of the tiny parts is about 100 microns, and the internal structure size space is minimal.
In addition, to achieve excellent propulsion performance of the propulsion device, the oxidizers and fuels sprayed by the tiny nozzles and injectors must control the precise impact angle and distance, achieving excellent fuel propulsion.
Due to the problems of deformation and heating, it is difficult to process Laval’s three-dimensional contoured structure by precision CNC machining. Therefore, it is generally necessary to complete it using the CNC EDM micromachining method without macro-cutting force and non-contact machining.
Precision Thin-Walled Parts
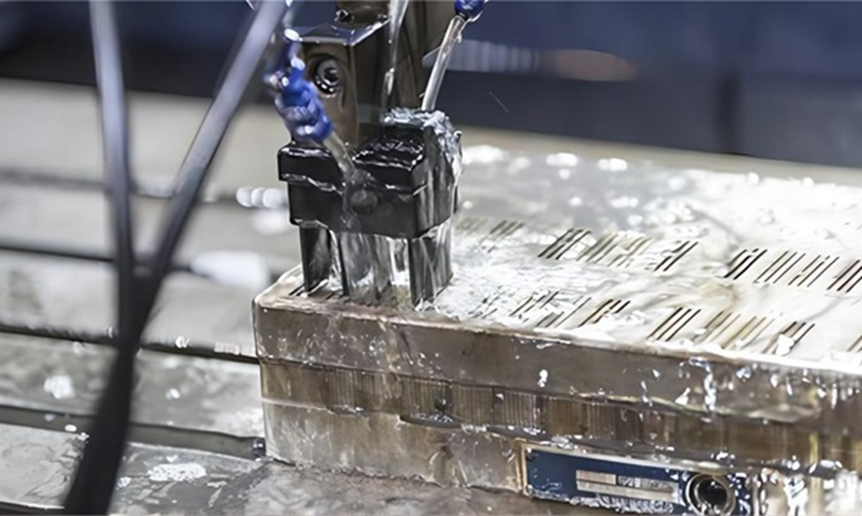
CNC electric discharge machining (EDM) technology in aerospace precision thin-walled parts, and hard-to-machine material parts cavity machining also has greater technical advantages. Such as manned space suits, flexible gyroscope internal joints and fine neck precision thin-walled small blind holes need to use CNC EDM machining technology.
In manned space missions, the parts on the suit require extremely high precision and reliability. For example, critical valves and joints in life-support systems require the machining of complex thin-walled mini-structures. These parts are typically manufactured from high-strength and corrosion-resistant materials. CNC EDM technology enables efficient machining of these precision structures while maintaining material properties, ensuring the safety and functionality of the suit.
The flexure gyroscope in the inertial navigation system is an important component for vehicle navigation. Its internal joints and fine-necked precision thin-walled small blind holes require high machining accuracy. During EDM machining, the material melted or vaporized by the high-frequency EDM is carried away by the coolant, gradually forming the required thin-walled micro-holes.
EDM technology enables the efficient machining of these tiny, complex, thin-walled structures. This ensures that each part meets the design requirements, thus guaranteeing the accuracy and reliability of the entire inertial guidance system.
Conclusion
CNC EDM technology brings high precision and accuracy, solving many technical problems of space engine research and development. As the needs of the aerospace industry continue to grow, CNC EDM applications range from engine turbine manufacturing to machining of micro parts and more extensive. WayKen company adopts EDM technology to improve the efficiency of metal processing and ensure the accuracy and performance of products, thus meeting the strict requirements and high standards of the aerospace industry.
































































































 must have an established complaint process. true false")







")



{kind=link}